YH-6�͚≺��܉�C(j��)���g(sh��)����(sh��)��ʹ���f��
YH-6�͚≺��܉�C(j��)�a(ch��n)Ʒ�DƬ
һ��
YH-6�͚≺��܉�C(j��)�m�÷���
�܉�Ƅ�ʽ�≺���O(sh��)����Ҫ���ڨQ75kg�܉���������YH-6�͚≺��܉�C(j��)�鱣��ʽ����ʽ���������әC(j��)��܉�^��λ�������C܉�^ƽֱ�������������ӻس��^�����o(h��)�b�ã��ܱ��C���әC(j��)��ȫʹ������cͬa(ch��n)Ʒ��ȣ�YH-6�͚≺��܉�C(j��)���И�(g��u)˼��(d��)����������O(sh��)Ӌ�����������������������ռ��܉�¿��g�����c(di��n)�����
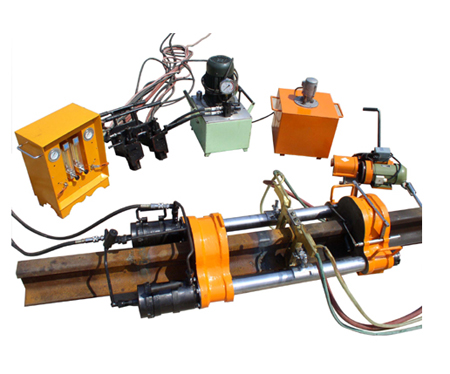
����YH-6�͚≺��܉�C(j��)�����Y(ji��)��(g��u)������
���ך≺���ɣ�
1 ���әC(j��)——�o�܉�ṩ�A(y��)�o�����呙C(j��)
2 ���C(j��)——�P���y��
3 �ӟ���——�o�܉�ӟ���
4 ˮ�ú�ˮ��——�o�ӟ�����s���������ˮ�Þ�380V늉�
5 ������——������Ȳ�����≺��������
6���^——���{(di��o)���õ���Ȳ�������M(j��n)�л��ʹ��Ϛ�o�ӟ�����
7 Һ����——�ṩ����Һ���������늄әC(j��)늉���380V
8 ��Ȳƿ�Bͨ��——��4ƿ��Ȳ���B��һ������������ṩ������Ȳ��ȼ�����
�������YH-6�͚≺��܉�C(j��)ʹ�÷����c�S�o(h��)
1�����������ˆT��(y��ng)���Ї����F·���ܲ��T�J(r��n)�ɵļ��g(sh��)�C(j��)��(g��u)�C�l(f��)��“�܉���ӹ������S���C”���
2�����܉���^����̎ĥƽб�Ȟ����0.2mm�������漰�܇�����������Ƥ���F�P�������
3������(zh��n)���4ƿ��Ȳ��1�K��Ȳ���������1ƿ���⼰1�K���������
4�����ˮ���ע4/5ˮ,��ˮ�÷��M(j��n)ˮ���(n��i)�������Դ������^��ˮ���M(j��n)���Ƿ��ˮ�������粻��ˮ���������׃�Դ��������
5�������4ƿ��Ȳ����Ȳƿ�Bͨ���B�Ӻ�����Ӻ���Ȳ��������Ã�(n��i)��10mm��ɫ��Ȳ���B�ӵ���������������������ҳ��Ә��^��(c��)��̎���
6����1ƿ�����ýӺ��������������Ã�(n��i)��10mm�tɫ������B�ӵ������������������������Ә��^ֱ��̎��
7����������^��Ϛ��Ã�(n��i)����16mm��Ϲܽ���ӟ�����������ӟ�����(n��i)��(c��)�c�܉�g϶���ܑ�(y��ng)����
8������YH-6�͚≺��܉�C(j��)�����䅢��(sh��)��(������)���£�
������ډ�����0.5��0.6MPa
����������4.2��4.4 m3/h
��Ȳ���ډ�����0.15MPa
��Ȳ������4.8��5.2 m3/h
9�������܉�r�g�s��5-5.5���
10������������̎�푪(y��ng)�ں��ӽ��^�ض��½���500�����r�_ʼ���ӟጒ��60mm±10mm����ӟ�ض�850��950�档���ӟ�̎���܉�r�������܉�^��s�˲����L(f��ng)����F���������
11������Ӽ���̎�����������(y��ng)�����^��s��300�����·���ȥ������������
��������YH-6�͚≺��܉�C(j��)ע�����(xi��ng)
1�����������I(y��)�ˆT��횳���“�܉���ӹ������S���C”���
2�����ӭh(hu��n)����Ҫ��ʩ�������o�꣬��ؑ�(y��ng)������0��������L(f��ng)����(y��ng)������5������
3�������ʧ�������Sʹ�ó�������ȥ���ӽ��^�������������(y��ng)�����܉ĸ���������
 �ٷ���
�ٷ���